![[sumitomo Molding machine] especial de mantenimiento | importancia y método de confirmación del nivel de la máquina](https://img48.86pla.com/3/20260710/639192723658636676426.jpg)
07,10,2026 0vistas
En el proceso de moldeo por inyección,La "temperatura de fusión" es un indicador clave para determinar la calidad del producto, la estabilidad de la formación y la eficiencia de la producción.Aunque podemos establecer la temperatura a través del calentamiento del tubo de material, la temperatura real en el centro del pegamento fundido es vulnerable al "calor de corte" y a los "parámetros de plastificación", especialmente el diseño del tornillo, la velocidad de rotación y la contrapresión para el control de la temperatura del pegamento fundido son factores importantes.
Por lo tanto, para las máquinas de moldeo por inyección de alto orden, el verdadero control de temperatura no es solo la gestión del calentamiento del tubo de material, sino el proyecto general del control del Estado del material y la eficiencia de conversión de energía de plastificación.Desde el punto de vista del diseño del equipo de producción en masa, la estabilidad de la temperatura de fusión no solo depende de la configuración de los parámetros del proceso, sino que también está estrechamente relacionada con la estructura plástica de la propia máquina de moldeo por inyección y la precisión del sistema de control de temperatura..
¿¿ por qué la temperatura del tubo de la máquina de moldeo por inyección no es igual a la temperatura real de fusión?
La "temperatura de fusión" y la "temperatura del tubo de material" parecen estar estrechamente relacionadas, pero en realidad hay diferencias esenciales entre el significado y el método de medición representados por estos dos. si solo se depende de la temperatura del tubo de material como base para los parámetros de formación, a menudo es fácil subestimar el estado real de fusión, lo que a su vez resulta en fluctuaciones de calidad y disminución del rendimiento.

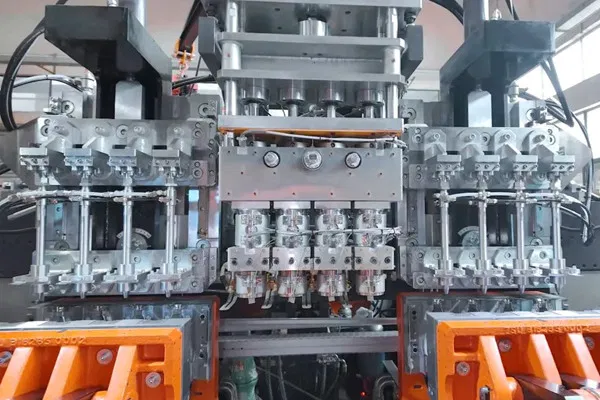
Figura 1. diagrama esquemático de la estructura del núcleo de calefacción de la máquina de moldeo por inyección
El sensor (acoplamiento térmico) instalado en el tubo de material mide la temperatura de la pared del tubo de material, no la temperatura real en el centro del pegamento fundido, pero el calor debe transmitirse al pegamento fundido interno a través del calentamiento de la placa térmica del tubo de material, por lo que es vulnerable a la influencia de la temperatura ambiente y La disipación de calor del equipo, lo que resulta aún más en una brecha entre la medición y el valor establecido.
Si la temperatura del pegamento fundido es demasiado alta, es fácil causar craqueo térmico, lo que resulta en decoloración del material, burbujas, filamentos de plata, coque e incluso la liberación de gases nocivos, lo que no solo reduce la resistencia estructural, sino que también afecta la calidad de la apariencia. Por el contrario, si la temperatura de fusión es baja, la fluidez del plástico será insuficiente, lo que puede causar fácilmente defectos como inyección corta, relleno incompleto, cableado de fusión y marcas de materiales fríos, lo que resulta en un tamaño inestable del producto terminado.
Por lo tanto, el establecimiento de la temperatura del tubo de material por sí solo no puede comprender eficazmente el estado real de fusión,En la práctica, se debe combinar con el muestreo de pegamento fundido para medir la temperatura, corregir y otros métodos para optimizar y controlar el proceso general..
¿¿ cómo afecta el calor de Corte la temperatura de fusión del moldeo por inyección?
Además de verse afectada por el calentamiento externo del tubo de alimentación, la temperatura de fusión se ve afectada por la contribución del "calor de corte" generado por la rotación del tornillo. Cuando el tornillo gira a alta velocidad o la contrapresión es alta, el plástico sufre fuertes fricciones y extrusión, lo que hace que la energía térmica local aumente rápidamente, y estas fuentes de calor a menudo superan la energía proporcionada por las láminas eléctricas.Especialmente en tubos de gran diámetro o en el uso de materiales de alta viscosidad (comoPVC,PEEK... etc.)La distribución de la temperatura de fusión será más desigual, y la diferencia de temperatura entre el Centro y el borde puede alcanzar decenas de grados.
Las necesidades de control de Corte también son diferentes en varias industrias:
Embalaje de alta velocidad: preste atención a la eficiencia de plastificación y la salida estable de corte, evite ciclos cortos y procesos de producción en masa, las fluctuaciones de temperatura del pegamento fundido causan inestabilidad en el llenado, lo que hace que el peso del producto se desvíe o la apariencia sea defectuosa.
Óptica de precisión: Es necesario igualar la temperatura de corte bajo y fusión para evitar residuos de estrés causados por sobrecalentamiento local, lo que afecta la transmisión de luz, la refracción y la calidad de la superficie del producto.
Material reciclado / micropulverización: preste atención a la gestión del proceso térmico de los plásticos y el control de la energía de corte, evite la degradación secundaria de los materiales reciclados y pueda mantener la uniformidad de las espumas y la multiplicación de la espuma.
Materiales sensibles al calor (como pvc)POM/ pla, etc.): preste atención al tiempo de estancia del plástico y al diseño de bajo corte, evite la descomposición del material, la carbonización y la producción de gases tóxicos, y garantice la seguridad de la formación.
Por lo tanto, para hacer que el pegamento fundido se moldee mejor, además de proporcionar calor a través de la placa térmica,La selección de diferentes diseños de tornillos, el ajuste de la velocidad del tornillo y la contrapresión pueden mejorar efectivamente la fluidez del pegamento fundido y lograr el objetivo de un mejor llenado..
¿¿ cómo afecta el diseño del tornillo la distribución de la temperatura del pegamento fundido y la estabilidad de la plastificación?
La función central del tornillo de moldeo por inyección no es solo transportar y fundir plásticos, sino también un elemento de control clave de todo el proceso de conversión de energía de plastificación.
El Tornillo de inyección estándar consta de tres secciones:
Sección de alimentación: transporte de partículas de plástico sólidas y precalentamiento hasta cerca del punto de fusión.
Sección de compresión: plástico fundido y mezclado, el calor de corte generado por esta sección es la principal fuente de aumento de la temperatura del pegamento fundido.
Sección de medición: homogeneizar el pegamento fundido y estabilizar la salida. el control de temperatura de esta sección debe ser preciso para evitar la degradación del plástico o afectar la fluidez.
La relación de longitud a diámetro adecuada del tornillo (l / d) y la relación de compresión afectarán directamente la generación de calor de corte y la distribución de la temperatura de fusión.Por lo tanto, en los equipos modernos de moldeo por inyección, la estabilidad de la calidad del pegamento fundido no solo depende del diseño del tornillo en sí, sino que también está altamente relacionada con el control de estabilidad de la velocidad del tornillo, la estabilidad de la carga plástica, la rigidez de la estructura mecánica y la precisión del sistema de accionamiento..
Casos de diseño de equipos fcs:
Máquina de moldeo por inyección de codo curvo exterior de la serie SA: adecuado para la producción en masa de agujeros multimodo / envases de alta velocidad, piezas de automóviles, paletas logísticas y piezas de trabajo grandes. A través del molde de bloqueo de codo curvo externo de alta rigidez y la salida de presión de aceite, se mantiene una carga plástica estable durante mucho tiempo.
Máquina de moldeo por inyección eléctrica completa de la serie CT - E: adecuado para aplicaciones electrónicas, ópticas, médicas y de micropulverización. A través del control servomotor de alta precisión, se reduce la fluctuación de la energía térmica de plastificación y se mejora la estabilidad de la calidad del pegamento fundido.
¿¿ cómo afecta la velocidad del tornillo y la contrapresión a la temperatura de fusión?
La rotación del tornillo produce una gran cantidad de calor de fricción y es una de las fuentes de calor para la fusión de plásticos. Sin embargo, en el sitio de producción real, muchos operadores a menudo aumentan la velocidad del tornillo para acortar el tiempo de almacenamiento, lo que hace que la temperatura central del pegamento fundido sea superior al valor establecido de la placa térmica, lo que conduce a problemas como la variación de calidad y la degradación del material causada por el aumento de la temperatura local.
Los resultados medidos muestran que cuando la velocidad del tornillo aumenta de 10 RPM a 100 rpm, el aumento promedio de la temperatura del pegamento fundido alcanza unos 3 ° c, y el aumento de la temperatura local incluso supera los 15 ° c, lo que demuestra que el calor de Corte tiene un impacto muy significativo en el calentamiento del pegamento fundido cuando Se plastifica a alta velocidad.

Figura 2. influencia de la velocidad del tornillo de la máquina de moldeo por inyección en la temperatura de fusión
(plástico: PP / tonelaje de la máquina: 100)
(plástico: PP / tonelaje de la máquina: 100)
La contrapresión puede mejorar la densidad del pegamento fundido, la uniformidad de la temperatura y la eficiencia de la conducción de calor, haciendo que la distribución de la temperatura sea más estable.
Los resultados medidos muestran que cuando la presión de espalda aumenta de 10 bar a 30 bar, la temperatura media del pegamento fundido aumentará lentamente de aproximadamente 1 a 2 ° c, y se puede observar claramente un aumento de la uniformidad de la mezcla de color y la estabilidad de la viscosidad, especialmente para productos con una alta proporción de tóner.

Figura 3. influencia de la contrapresión de la máquina de moldeo por inyección en la temperatura del pegamento fundido
Por lo tanto, al establecer la velocidad del tornillo,La tasa de cizallamiento del material de referencia, la relación de viscosidad y el tamaño del diámetro del tornillo deben establecerse dentro del rango de velocidad adecuado para evitar la variación de calidad causada por el aumento de la temperatura local del pegamento fundido..
Sensibilidad térmica y estrategia de control de temperatura de diferentes materiales plásticos
La "sensibilidad térmica" se refiere al fenómeno de que los materiales plásticos térmicos son propensos a agrietarse o deteriorarse debido al proceso de calentamiento durante el moldeo por inyección. La sensibilidad térmica de diferentes materiales es muy diferente, por ejemplo, el pvc, pc, PET y otros materiales deben controlar especialmente la temperatura y el tiempo de estancia. La tabla de comparación de sensibilidad térmica de los materiales plásticos térmicos comunes al moldeo por inyección es la siguiente:
Tabla 1. tabla de comparación de sensibilidad térmica de materiales plásticos térmicos comunes durante el moldeo por inyección

¿¿ cómo pasa la máquina inteligente de moldeo por inyección del control experiencial al control de datos?
Para obtener una calidad de fusión verdaderamente estable, no solo se establecen los números en la calefacción eléctrica del tubo de material, sino que se deben entender los cambios del material bajo corte, así como la integración del control del proceso y el diseño del equipo de moldeo por inyección. El moldeo por inyección inteligente moderno ha introducido gradualmente tecnologías como el monitoreo de la temperatura de la boquilla, el monitoreo de la temperatura en el molde y el análisis de la temperatura del flujo de agua. en el futuro, la clave de la competencia de los equipos de moldeo por inyección cambiará a:
Capacidad de control de energía de plastificación
Capacidad de estabilidad de la calidad del pegamento fundido
Capacidad inteligente de integración de datos
Además de la optimización del proceso, fuqiangxinSistema de fabricación inteligente IFF 4.0Puede integrar el monitoreo de energía de plastificación, el análisis de estabilidad del proceso y la gestión del consumo de energía para ayudar a lograr los objetivos de ahorro de energía y fabricación sostenible de esg.
Faq: problemas comunes en el control de la temperatura de fusión de la máquina de moldeo por inyección
01,¿¿ la temperatura del tubo de la máquina de moldeo por inyección es igual a la temperatura real de fusión?
La temperatura real de fusión de pegamento es más alta que la temperatura del tubo de material. La temperatura del tubo de material suele ser medida por un sensor instalado en el exterior del tubo de material, que refleja principalmente la temperatura de la pared del tubo de material; Sin embargo, la temperatura real del Centro de fusión se verá afectada por el calor de corte, la velocidad del tornillo, la contrapresión, la viscosidad del material y las condiciones de plastificación, por lo que puede haber una diferencia de temperatura entre los dos.
02,¿¿ por qué la alta temperatura de fusión afecta la calidad del moldeo por inyección?
El exceso de temperatura del pegamento fundido puede causar craqueo térmico del material, causando decoloración, burbujas, filamentos de plata, coque, puntos negros o disminución de la resistencia. Para materiales sensibles al calor como el pvc, el pom y el pla, las temperaturas excesivas también pueden desencadenar la descomposición y la producción de gases nocivos, por lo que se necesita un control más preciso de la temperatura y el tiempo de estancia.
03,¿¿ qué defectos de moldeo por inyección pueden causar una temperatura de fusión demasiado baja?
La temperatura de fusión demasiado baja puede hacer que la fluidez del plástico sea insuficiente, lo que puede causar fácilmente problemas como inyección corta, relleno incompleto, cableado de fusión, marcas de material frío e inestabilidad de tamaño, y también puede afectar la apariencia y la calidad estructural del producto terminado.
04,¿¿ qué es el calor de corte? ¿¿ por qué afecta la temperatura de fusión?
El calor de Corte es el calor generado por la fricción y la extrusión del plástico durante la rotación, compresión y mezcla del tornillo. Cuando la velocidad del tornillo es demasiado alta o el ajuste de la contrapresión es demasiado grande, el calor de corte aumentará. cuando la temperatura de retroalimentación del acoplador térmico del tubo de alimentación es superior al valor de ajuste de la temperatura del material, significa que el calor de Corte es superior al de la placa térmica para proporcionar energía térmica, lo que a su vez afectará la estabilidad de la formación.
05,¿Cuanto más rápido sea la velocidad del tornillo, ¿ debe ser mejor la eficiencia de la plastificación?
No necesariamente. Aumentar la velocidad del tornillo puede acortar el tiempo de almacenamiento, pero también puede aumentar el calor de corte, lo que puede causar sobrecalentamiento local, degradación del material o fluctuaciones de calidad. Al establecer realmente, se debe ajustar de acuerdo con las características del material, el diámetro del tornillo, las necesidades del producto y el ciclo de formación.
06,¿¿ cuál es el papel de la contrapresión en el moldeo por inyección?
Las principales funciones de la contrapresión son aumentar la densidad del pegamento fundido y eliminar el gas, lo que también puede mejorar el efecto de mezcla, la uniformidad de la temperatura y la dispersión de la tóner, lo que ayuda a mejorar la estabilidad de la plastificación. Sin embargo, una presión de espalda demasiado alta también puede aumentar el calor de corte y la carga térmica del material, lo que requiere un equilibrio entre el efecto de mezcla y el control de aumento de temperatura.
07,¿¿ qué materiales plásticos requieren especial atención al control de la temperatura de fusión?
PVC、POM、PLA、PC、PET、 Materiales como nylon pa, peek, PMMA son más sensibles a la temperatura o la humedad, se hidrolizan, etc. al moldeo, se debe prestar especial atención a las condiciones de secado, la temperatura del tubo de alimentación, la velocidad del tornillo, la contrapresión y el tiempo de retención para evitar la degradación del material, el cambio de color o la producción de gas.
08,¿¿ cómo mejorar la estabilidad de la temperatura del pegamento fundido en el moldeo por inyección?
Se puede comenzar desde el secado del material, la configuración de la temperatura del tubo de material, el diseño del tornillo, la velocidad del tornillo, la contrapresión, el tiempo de almacenamiento y el monitoreo del proceso. Si se combina con un sistema inteligente de moldeo por inyección para analizar los datos del proceso, se puede comprender aún más la energía de plastificación, las fluctuaciones de temperatura y la estabilidad del moldeo.
09,¿¿ cuáles son las soluciones de la máquina de moldeo por inyección FCS para clientes de diferentes industrias?
FCS responde a las necesidades industriales a través del diseño de diferentes modelos, como la serie sa adecuada para el embalaje de alta velocidad, piezas de automóviles, paletas logísticas y producción en masa de piezas de trabajo grandes; La máquina de moldeo por inyección totalmente eléctrica CT - E es adecuada para aplicaciones electrónicas, ópticas, médicas y de moldeo de precisión. Con el sistema de fabricación inteligente IFF 4.0, se puede integrar aún más el monitoreo del proceso, la gestión del consumo de energía y el análisis de datos para mejorar la estabilidad de la producción en masa.