![[sumitomo Molding machine] especial de mantenimiento | importancia y método de confirmación del nivel de la máquina](https://img48.86pla.com/3/20260710/639192723658636676426.jpg)
07,10,2026 1vistas
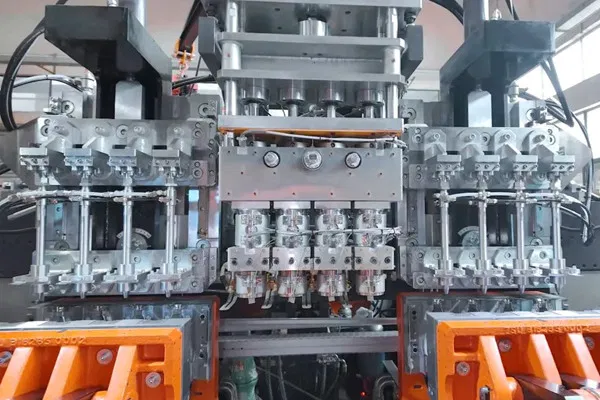
Máquina de moldeo por inyección totalmente eléctricaSiempre ha sido ampliamente reconocido por sus ventajas de alta precisión, limpieza y ahorro de energía. en la mayoría de los escenarios de producción, las características anteriores determinan directamente el rendimiento integral del equipo.
Sin embargo, los criterios de evaluación son muy diferentes en condiciones de trabajo como contenedores de embalaje de paredes delgadas, cubos de embalaje, etiquetas en el molde (iml) y moldes apilados de cavidad alta. La capacidad de control energético en el rango de milisegundos antes y después del llenado es mucho más crítica que la rigidez o aceleración máxima del equipo.
Una vez que el Estado del proceso en esta etapa es estable, la tasa de rendimiento del producto es naturalmente controlable; Si las fluctuaciones son inestables, incluso las máquinas de moldeo por inyección con excelente rendimientoMoldeTambién se desviará de la ventana de proceso estándar verificada.
Invitamos especialmente a Adam isbitsky, ingeniero de formación y Gerente de desarrollo de Negocios de husky, a combinar su experiencia práctica en la línea de producción de envases.La clave central del proceso de moldeo por inyección de desmontaje profundo y embalaje.
Cambio de nivel milisegundo
Momentos clave que determinan las ventajas y desventajas del proceso
Momentos clave que determinan las ventajas y desventajas del proceso
En el escenario de formación de alta velocidad, el proceso de llenado de un conjunto de moldes de paredes delgadas de 64 cavidades tarda solo 0,18 segundos. Los cambios sutiles en la viscosidad del derretimiento y la desviación de unos milisegundos en el cambio V / P (velocidad / presión) pueden desencadenar fluctuaciones de presión cortas.
Una vez que el control está desequilibrado, a menudo aparecen dos situaciones típicas:
El Pico de presión es demasiado alto: provoca volantes, sobrepeso en el producto y flexión del núcleo
El valle de presión cae demasiado rápido: lo que resulta en una inyección insuficiente y un relleno insuficiente
En condiciones de proceso extremadamente dinámicas, los equipos que pueden controlar la energía de manera excelente pueden destacarse. Y la clave para lograr esta ventaja es a menudoAmortiguación inherente adecuadaEn lugar de la rigidez extrema del equipo.
Rigidez = óptima
La amortiguación es el arma estabilizadora.
La amortiguación es el arma estabilizadora.
Cuando las personas juzgan las ventajas y desventajas de los equipos de moldeo por inyección, a menudo toman la precisión como el criterio central: perseguir una mayor rigidez del fuselaje, una respuesta servoing más sensible y un rendimiento de aceleración más rápido. Este conjunto de criterios de evaluación se establece en la mayoría de los escenarios de formación, pero en condiciones extremas de formación de productos de embalaje exigentes, este conjunto de criterios traerá efectos negativos.
Limitaciones del eje de inyección totalmente eléctrico
La respuesta dinámica es extremadamente rápida y es más propensa a picos de presión al cambiar V / p.
Puede haber una caída instantánea de presión cuando el sistema corrige el exceso o el subdeclosión.
La ventana del proceso es estrecha y la tolerancia a fallas es extremadamente pobre, por lo que es difícil adaptarse al entorno de producción real con situaciones cambiantes.
Ventajas naturales de las unidades de inyección servohidráulicas
La compresibilidad del aceite hidráulico y la respuesta del Grupo de válvulas controlables pueden formar amortiguación inherente, lo que permite al sistema reducir el impacto y liberar sin problemas la energía cinética al final de la carga:
Reducir la velocidad suavemente y reducir el pico de presión
Evitar caídas bruscas de presión
Adam isbitsky enfatizó: "esto no significa que el sistema hidráulico sea más preciso que el sistema totalmente eléctrico. la clave es que la amortiguación inherente es un elemento central para garantizar la estabilidad del proceso y es especialmente adecuadoEmbalaje de paredes delgadas, cubo de embalaje pesado de gramos grandes, etiqueta en el molde y molde apilado de cavidad altaY otros escenarios de producción. En algunos procesos de moldeo, debido a las fluctuaciones de las condiciones de trabajo en el sitio, las características de alta precisión del eje de inyección totalmente eléctrico destruirán la estabilidad de control de la etapa de conmutación V / p. ",
Distancia de retroalimentación
Variables invisibles que determinan la precisión del control
Variables invisibles que determinan la precisión del control
Otra variable estrechamente relacionada pero a menudo ignorada: la ubicación de la señal de presión recopilada por el equipo y la velocidad de respuesta de la señal para retroalimentar el estado real del derretimiento en la puerta.
Unidad de inyección hidráulica:Sensores de presiónCerca del extremo de accionamiento hidráulico del tornillo, la presión hidráulica está directamente relacionada con la fuerza motriz de fusión, y la señal de retroalimentación puede reflejar verdaderamente el Estado de fusión de la superficie de contacto de la boquilla / molde.
Unidades totalmente eléctricas:Si no hay sensor de presión de boquilla / cavidad, la presión de fusión generalmente se calcula indirectamente a través de la medición del par o la tensión del motor, la señal se retrasa después de filtrar y convertir el algoritmo, y los resultados de la medición pueden desviarse de las condiciones de trabajo en tiempo real de la fusión.
Durante el cambio dinámico del nivel de milisegundos al final del llenado, la diferencia entre las dos señales se traducirá directamente en una brecha en la consistencia del producto.
Cuatro escenas principales
La estabilidad dinámica determina el rendimiento final
La estabilidad dinámica determina el rendimiento final
Embalaje de paredes delgadas
El tiempo de llenado es inferior a 0,2 segundos, la tasa de cambio de presión en el extremo del molde de bloqueo es extremadamente alta, la ventana del proceso es extremadamente estrecha, y cualquier fluctuación del cambio V / P actuará directamente sobre la calidad del producto terminado.
Cubo de embalaje
Los productos de gran volumen de inyección transportan más energía cinética en la etapa de cambio de llenado, junto con el gran área de proyección de moldeo, los defectos causados por la pequeña presión se amplificarán considerablemente. El área de proyección amplifica las consecuencias de cualquier desplazamiento de presión. El Pico de presión causará que la boca del barril se cargue, y la caída de presión causará la falta de material en la boca del barril; Al mismo tiempo, la deformación del producto y la deformación elíptica son muy sensibles a la presión máxima y al gradiente de presión.
"Las características de desaceleración suave, la amortiguación inherente del sistema hidráulico y la retroalimentación de presión cercana pueden inhibir eficazmente el exceso y el ajuste insuficiente, sin aumentar la fuerza del molde de bloqueo, ni prolongar el ciclo de formación, lo que hace que la curva de presión sea más fácil de regular con precisión", dijo Adam isbitsky.
Etiquetado en molde (iml)
El proceso de etiquetado requiere que la presión de la cavidad cambie constantemente durante todo el proceso de llenado. El pequeño pico de presión raspará las flores y levantará la etiqueta; Una ligera caída de presión puede causar una presión insuficiente en el borde de la etiqueta, produciendo burbujas de aire, desplazamiento de punzonado y otros problemas.
Adam isbitsky dijo: "las características de tiempo, flujo de aire y electricidad estática del manipulador ya traen múltiples variables a todo el sistema, y no queremos que el propio equipo se descontrole debido a la curva de presión de la etapa de conmutación, lo que agravará aún más la inestabilidad del proceso".
Cavidad alta y modo apilado
El área de proyección de la formación de moldes apilados de cavidad alta es grande, y los defectos causados por las fluctuaciones de presión aparecerán simultáneamente en todas las cavidades, lo que aumentará considerablemente los costos de producción. La desviación desigual del flujo de calor con la desviación de la presión de conmutación aumentará la diferencia de peso de los productos de cada tipo de cavidad; Incluso si solo hay pequeñas diferencias en el rendimiento del estado final de llenado en ambos lados de la matriz apilada, la calidad del lote de todo el molde será inestable.
Este tipo de molde debe garantizar una temperatura uniforme del flujo de calor y un calendario preciso de apertura y cierre de la puerta de la válvula de aguja. El esquema de retroalimentación de presión con una respuesta de señal más rápida y un punto de adquisición cerca de la fusión puede acortar el tiempo de respuesta del Circuito de control en el nodo de proceso central y estabilizar la consistencia de la formación.
Núcleo de selección
Rendimiento dinámico del equipo adaptado
Rendimiento dinámico del equipo adaptado
Máquina de moldeo por inyección totalmente eléctricaSigue siendo la optimización de la mayoría de los escenarios de embalaje, que pueden proporcionar una excelente precisión y repetibilidad bajo los requisitos de ahorro de energía, bajo ruido y dinámica media. Pero en el escenario de producción de llenado rápido, gran cantidad de inyección y molde de alta cavidad,Unidad de inyección servohidráulicasTiene ventajas integrales más destacadas.
La lógica científica de selección de tipos se basa en las necesidades del proceso, aclarando los milisegundos clave antes del inicio de la garantía de presión y si el equipo puede mantener la estabilidad dinámica. Para la formación de envases difíciles, esta es la competencia central para definir el rendimiento real del equipo.